| Aluminum Type |
Current |
Frequency |
Marking Speed |
Cutting
Feed Rate |
Result |
Comment |
Hard-temper
(alloy-1100/1145)
( t=0.003mm ) |
16 A |
1 kHz |
1 mm/s |
10 mm/m |
1 |
success=0/5 |
| 18 A |
2-3 |
success=0/5 |
| 19 A |
2-3 |
Current Method |
| 20 A |
2-3 |
success=0/5 |
| 21 A |
3-4 |
success=0/5 |
| 22 A |
3-4 |
success=0/5 |
| 23 A |
3-4 |
success=0/5 |
| 24 A |
3-4 |
success=0/5 |
| 25 A |
3 |
success=0/5 |
| 26 A |
2-3 |
success=0/5 |
| 27 A |
2 |
success=0/5 |
|
| 19 A |
1 kHz |
1 mm/s |
6 mm/m |
3-4 |
success=0/5 |
|
| 22 A |
1 kHz |
1 mm/s |
5 mm/m |
3-5 |
success=2/5 |
| 5 mm/m |
3-5 |
success=3/5 |
| 6 mm/m |
3-5 |
success=3/5, 15 min for 5 slits |
| 7 mm/m |
3-5 |
success=1/5 |
| 3 mm/s |
6 mm/m |
4-5 |
success=3/5 |
| 5 mm/s |
3-4 |
success=0/6 |
| 10 mm/s |
4-5 |
success=3/6 |
| 20 mm/s |
4-5 |
success=2/6 |
| 40 mm/s |
4-5 |
success=2/6 |
| 100 mm/s |
4-5 |
success=3/6 |
| 10 kHz |
1 mm/s |
6 mm/m |
1 |
success=0/5 |
| 40 kHz |
1 |
success=0/5 |
|
| 24 A |
1 kHz |
1 mm/s |
6 mm/m |
4-5 |
success=1/5, but others are very easy to be dropped |
| 8 mm/s |
3-5 |
success=0/5 |
Black anodized
( t=0.003mm ) |
19 A |
1 kHz |
1 mm/s |
5 mm/m |
4 |
FLAMINGOS's mask |
| 22 A |
5 mm/m |
4 |
success=1/5 |
| 24 A |
5 mm/m |
5 |
success=5/5 !! |
| 7 mm/m |
5 |
success=5/5 !! |
| 10 mm/m |
4 |
success=3/5 |
| 26 A |
10 mm/m |
2-3 |
success=0/4 |
Black painted
on usual mask
(alloy-1100/1145)
( t=0.003mm )
* |
22 A |
1 kHz |
1 mm/s |
6 mm/m |
3-4 |
Black magic marker
success=1/5 |
Black coated
(alloy-1100/temp-O)
( t=0.002mm ) |
19 A |
1 kHz |
1 mm/s |
5 mm/m |
4 |
success=1/5 |
| 10 mm/m |
4 |
success=3/5 |
| 22 A |
5 mm/m |
|
success=5/5 |
| 10 mm/m |
5 |
success=5/5 !!
4/8 outer slit cannot be cut |
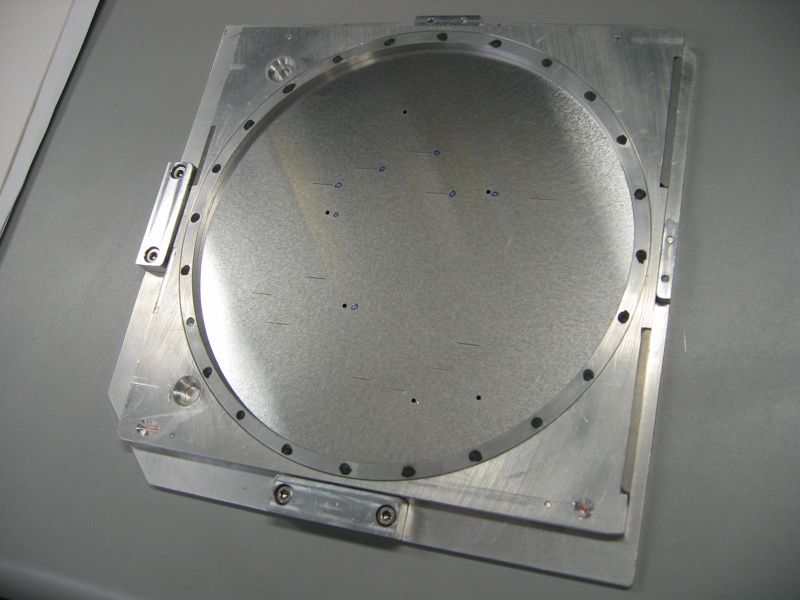

 Black coated mask (top, back)
Black coated mask (top, back)
 ------------------------------
Update memo
------------------------------
10/10/2006
I tried to cut "black coated aluminum (t=0.002")" to make sure if the problem
is reflection of laser beam (power loss).
10/6/2006
I could completely cut the black anodized mask for 1-time cutting(24A, feed=5-7mm/m).
10/5/2006
I cut a whole mask as the same science mask with best-cut settings(22A, feed=6mm/m).
There seems to be many dull slits at outside of a mask.
The same can be said always for other settings.
10/4/2006
I moved a left-lower hardstop for the laser and adjusted its position.
Now both FOCAS's and MOIRCS's frames can be fit snugly.
10/3/2006
Somehow the laser work bench alignment is wrong.
MOIRCS's cutting frame cannot fit the bench now.
At the moment, I test parameters with FOCAS's frame.
------------------------------
Update memo
------------------------------
10/10/2006
I tried to cut "black coated aluminum (t=0.002")" to make sure if the problem
is reflection of laser beam (power loss).
10/6/2006
I could completely cut the black anodized mask for 1-time cutting(24A, feed=5-7mm/m).
10/5/2006
I cut a whole mask as the same science mask with best-cut settings(22A, feed=6mm/m).
There seems to be many dull slits at outside of a mask.
The same can be said always for other settings.
10/4/2006
I moved a left-lower hardstop for the laser and adjusted its position.
Now both FOCAS's and MOIRCS's frames can be fit snugly.
10/3/2006
Somehow the laser work bench alignment is wrong.
MOIRCS's cutting frame cannot fit the bench now.
At the moment, I test parameters with FOCAS's frame.